
Calibres pie de rey digitales conforme a ISO 13385-1: precisión, fabricación y calibración
¿Qué es la norma ISO 13385-1?
La norma ISO 13385-1 es la referencia internacional que define los requisitos técnicos aplicables a los calibres pie de rey, tanto analógicos como digitales.
Esta norma establece las características de diseño, los criterios metrológicos y los errores máximos permitidos que debe cumplir un calibre para garantizar mediciones fiables en aplicaciones industriales.
En España, esta norma está ratificada como UNE-EN ISO 13385-1.
Su aplicación es especialmente importante en sectores donde la precisión dimensional es crítica, como:
- Industria metalmecánica
- Automoción
- Aeronáutica
- Moldes y matrices
- Control de calidad
- Laboratorios de metrología
- Producción industrial
¿Por qué es importante la ISO 13385-1 en un calibre digital?
Un calibre digital no debe limitarse a mostrar una lectura en pantalla. Para ser considerado un instrumento metrológico fiable, debe medir correctamente, repetir resultados y mantener la precisión dentro de unos límites definidos.
La norma ISO 13385-1 influye directamente en:
- El diseño geométrico del calibre
- La calidad de las bocas de medición
- La precisión del sistema de guiado
- La estabilidad de la corredera
- La exactitud de la lectura digital
- La verificación mediante patrones calibrados
- La emisión de certificados de calibración
Por este motivo, los calibres pie de rey digitales Sylvac están fabricados y calibrados bajo especificaciones técnicas conformes a la norma ISO 13385-1.
Influencia de la ISO 13385-1 en la fabricación de un calibre
La norma tiene una influencia directa en el proceso de fabricación del calibre. No solo afecta al resultado final, sino también a los materiales, mecanizados, controles internos y verificaciones necesarias.
Diseño geométrico del calibre
- Paralelismo de las bocas de medición
- Planitud de las superficies de contacto
- Rigidez del cuerpo del calibre
- Geometría de la regla
- Calidad del guiado del cursor
- Forma y acabado de las puntas de medición
- Correcto funcionamiento de la varilla de profundidad
Exactitud y errores máximos permitidos
Uno de los puntos más importantes de la norma es la definición de los errores máximos permitidos, conocidos como MPE.
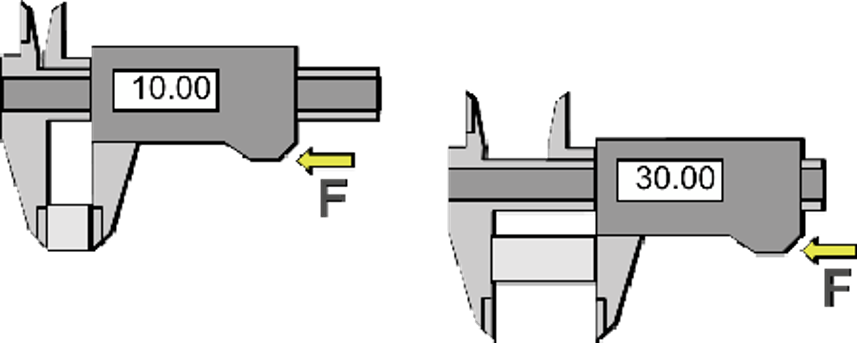
En un calibre digital se verifican diferentes tipos de error:
- Error de indicación en medición exterior
- Error de indicación en medición interior
- Error de desplazamiento
- Error en medición de profundidad
- Error en medición de resalte
- Repetibilidad del instrumento
En calibres digitales de 150 a 300 mm, los errores máximos permitidos se sitúan normalmente entre 0,02 mm y 0,04 mm, según el rango de medición y la resolución del instrumento.
Condiciones de referencia para la calibración
Para que la calibración sea válida, debe realizarse bajo condiciones controladas.
La temperatura de referencia es de 20 °C, con una variación máxima de temperatura ambiente de 1 °C en un periodo de 6 horas.
Antes de la calibración, el calibre debe permanecer en las condiciones ambientales de referencia durante al menos 5 horas, para garantizar la estabilidad térmica del instrumento.
Antes de la calibración, el calibre debe permanecer en las condiciones ambientales de referencia durante al menos 5 horas, para garantizar la estabilidad térmica del instrumento.
Patrones utilizados en la calibración
La calibración de un calibre digital conforme a ISO 13385-1 requiere patrones trazables y adecuados al rango del instrumento.
Entre los patrones utilizados se incluyen:
- Bloques patrón de 5 a 300 mm
- Anillos patrón de diámetros entre 4 y 25 mm
- Mesa plana de medición
- Software de calibración
- Cable de conexión o sistema de transferencia de datos
En el caso de Sylvac, puede utilizarse software específico como Sycopro 3 junto con conexión directa del instrumento.
Elementos funcionales de un calibre digital Sylvac
Un calibre pie de rey digital está compuesto por diferentes elementos que intervienen directamente en la medición:

Cada una de estas partes debe funcionar correctamente para garantizar una medición fiable.
Procedimiento de calibración
El procedimiento de calibración se estructura en varias etapas que permiten evaluar el estado general del instrumento y su comportamiento metrológico.
1. Preparación del instrumento
Antes de la calibración se realiza una verificación preliminar del instrumento.
Esta fase incluye:
- Comprobar etiquetas, grabados y número de serie
- Verificar el estado general del calibre
- Comprobar la visualización de valores
- Revisar el movimiento del cursor
- Confirmar que el instrumento no esté fuera de servicio
- Limpiar el exterior con un paño suave si es necesario
- Verificar que los patrones de medición estén calibrados
Si el instrumento presenta daños, golpes, corrosión o desgaste excesivo, puede no ser apto para una calibración válida.
2. Inspección visual
- Ausencia de impactos o deformaciones
- Ausencia de corrosión
- Estado de las bocas de medición
- Estado de la pantalla
- Legibilidad del número de serie
- Estado de la pantalla digital
- Número de dígitos mostrados
- Rango de medición
- Dirección de conteo
3. Comprobación funcional
- Deslizamiento uniforme del cursor
- Ausencia de puntos duros
- Funcionamiento de botones
- El encendido, apagado, cero y modo respondan bien
- La pantalla sea estable
- La desviación máxima sea de 1 dígito durante 10 segundos
- La salida de datos funcione correctamente mediante conexión a PC o pantalla Sylvac
Verificación de errores metrológicos
1. Error de indicación en la medición exteriores (EMPE)
La medición exterior se verifica utilizando bloques patrón distribuidos a lo largo del rango del calibre.
Se recomienda realizar un mínimo de 6 mediciones distribuidas uniformemente.
Para calibres de hasta 150 mm, el error máximo permisible habitual es de 0,02 mm.
Para calibres de más de 150 mm hasta 300 mm, el error máximo permisible es de 0,03 mm.
En calibres de resolución micrométrica, los límites pueden ser más exigentes.
2. Error de indicación en la medición interiores (SMPE)
La medición interior se verifica mediante anillos patrón.
Normalmente se utilizan anillos de:
- Ø 5 mm
- Ø 25 mm
La medición debe comprobarse en diferentes zonas de las bocas internas para verificar el correcto comportamiento del instrumento.
El error de desplazamiento permitido puede situarse en:
- 0,03 mm para calibres de 150 y 200 mm
- 0,04 mm para calibres de 300 mm
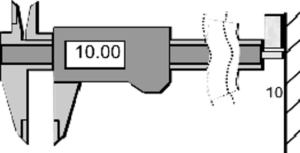
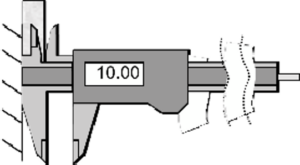
3. Error de indicación en la medición de profundidad
La varilla de profundidad también debe ser verificada.
Para ello se realiza una medición sobre un bloque patrón de 10 mm, colocado sobre una mesa plana o mediante un dispositivo específico.
El error máximo permitido para medición de profundidad en calibres de 150, 200 y 300 mm es de 0,02 mm.
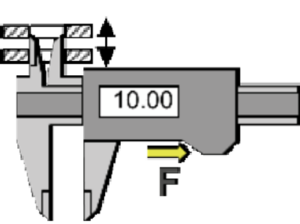
4. Error de indicación en la medición de resalte
La medición de resalte, también conocida como medición de escalón o shoulder, se comprueba utilizando un bloque patrón de 10 mm.
El error máximo permitido en esta medición es de 0,02 mm.
5. Repetibilidad del calibre
La repetibilidad indica la capacidad del calibre para ofrecer el mismo resultado al medir varias veces una misma dimensión.
Aunque no siempre se comprueba de forma sistemática, puede verificarse tomando 5 mediciones sucesivas sobre un bloque patrón de entre 5 y 25 mm.
Los valores habituales de repetibilidad son:
- 0,01 mm para calibres de 150, 200 y 300 mm
- 0,004 mm para calibres de resolución micrométrica
Una buena repetibilidad es clave en procesos de control de calidad, donde no basta con medir una vez: el instrumento debe ser estable y fiable.
Certificado de calibración
Una vez finalizada la calibración, se emite un certificado con los resultados obtenidos.
Como mínimo, deben incluirse:
- Error de indicación en medición exterior
- Error de indicación en medición interior
Si el calibre no cumple con las especificaciones establecidas, el resultado debe comunicarse al cliente.
El certificado permite documentar la trazabilidad metrológica del instrumento y demostrar que ha sido verificado conforme a criterios técnicos reconocidos.
Ventajas de utilizar calibres digitales conformes a ISO 13385-1
Utilizar calibres digitales fabricados y calibrados conforme a ISO 13385-1 aporta ventajas claras:
- Mayor fiabilidad en la medición
- Resultados repetibles
- Reducción de errores en producción
- Mejor trazabilidad metrológica
- Cumplimiento en auditorías de calidad
- Compatibilidad con sistemas ISO 9001
- Mayor seguridad en procesos industriales
- Integración con software de control de calidad
Calibres digitales Sylvac conforme a ISO 13385-1
Los calibres pie de rey digitales Sylvac están diseñados para ofrecer precisión, repetibilidad y fiabilidad en entornos industriales.
Además de cumplir con los requisitos técnicos de la ISO 13385-1, los modelos digitales Sylvac pueden incorporar funciones avanzadas como:
- Lectura digital estable
- Alta resolución
- Salida de datos
- Conexión por cable
- Conectividad Bluetooth, según modelo
- Compatibilidad con software de adquisición de datos
- Integración en procesos de control de calidad
Esto los convierte en una solución adecuada para talleres, laboratorios y departamentos de calidad que necesitan instrumentos fiables y trazables.
Conclusión
La norma ISO 13385-1 es fundamental en la fabricación, verificación y calibración de calibres pie de rey digitales.
Esta norma no solo define los errores máximos permitidos, sino que también condiciona el diseño, los materiales, la geometría, el control dimensional y el proceso de calibración del instrumento.
En la práctica, un calibre conforme a ISO 13385-1 ofrece mayor seguridad metrológica, mejores resultados de medición y una trazabilidad adecuada para entornos industriales exigentes.
Por eso, elegir un calibre digital fabricado y calibrado conforme a ISO 13385-1 es una decisión clave para garantizar precisión, calidad y fiabilidad en el control dimensional.
Preguntas frecuentes
La ISO 13385-1 es una norma internacional que define los requisitos de diseño, precisión y verificación para calibres pie de rey y calibres digitales utilizados en metrología industrial.
Garantiza que el instrumento cumple criterios específicos de precisión, exactitud y funcionamiento para realizar mediciones fiables en control dimensional industrial.
Porque permiten asegurar mediciones repetibles y trazables, reduciendo errores en procesos de fabricación y control de calidad.
Un calibre conforme ISO 13385-1 ha sido diseñado y verificado siguiendo requisitos metrológicos internacionales definidos para instrumentos de medición dimensional.
Los calibres digitales Sylvac destacan por:
- Alta precisión
- Calidad de fabricación suiza
- Conectividad Bluetooth
- Fiabilidad en entorno industrial
La frecuencia de calibración depende del uso, entorno y exigencia del proceso, aunque en aplicaciones industriales se recomienda realizar verificaciones periódicas para mantener la trazabilidad metrológica.
La ISO 13385-1 forma parte de las normas utilizadas en metrología industrial para garantizar mediciones dimensionales precisas y fiables en procesos de fabricación y control de calidad.
Nuestro enfoque: no solo vendemos, te asesoramos
- Elegir el instrumento adecuado según tu aplicación
- Integrarlo en tu proceso productivo
- Mejorar tu sistema de control de calidad
Solicita información o asesoramiento
¿Tienes dudas sobre si este calibre es el adecuado para tu aplicación?
Contacta con nuestro equipo técnico y te ayudamos a encontrar la mejor solución.

Gracias a nuestra experiencia en el sector y a nuestra profesionalidad, podemos aconsejar a los clientes en la compra del equipo ideal para ellos.

Solo distribuimos las mejores marcas y algunas de ellas de forma exclusiva en España. Si ya sabes qué equipo necesitas, aquí lo encontrarás con la máxima fiabilidad y precisión.

Somos profesionales certificados en mantenimiento, reparación y actualización de todo tipo de equipos. Maximizamos su rendimiento y vida útil.
